超声波焊接工艺
时间:2020-01-18 浏览:
超声波焊接的详细步骤如图所示:
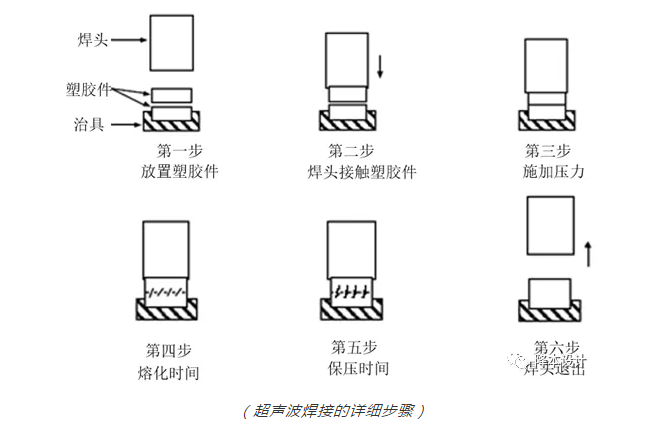
(超声波焊接的详细步骤)
第一步:两个焊接塑胶件先后被放置在焊接夹具中。
第二步:焊头下移,接触上部塑胶件。
第三步:压力通过焊头,把两个塑胶件件压紧。
第四步:焊头以15千赫兹或20千赫兹每秒的频率垂直振动,机械振动能量传导到两个塑胶件的初始接触区域,剧烈摩擦产生热能,当焊接界面的温度达到塑料的熔点后,塑料熔化并流动,振动停止,这一段时间称为熔化时间。
第五步:继续保持压力一段时间直到熔化的塑料冷却并固化,这段时间称为保压时间。
第六步:一旦熔化的塑料固化,去除压力,退回焊头,两个塑胶件熔合在一起,超声波焊接过程完成。
3.2 超声波焊接的微观过程
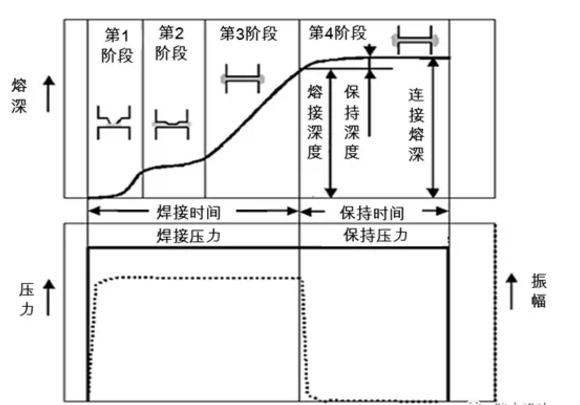
从微观上来看,当两个塑胶件从开始接触到最后熔合在一起,可以分为四个阶段:
(超声波焊接的微观过程)
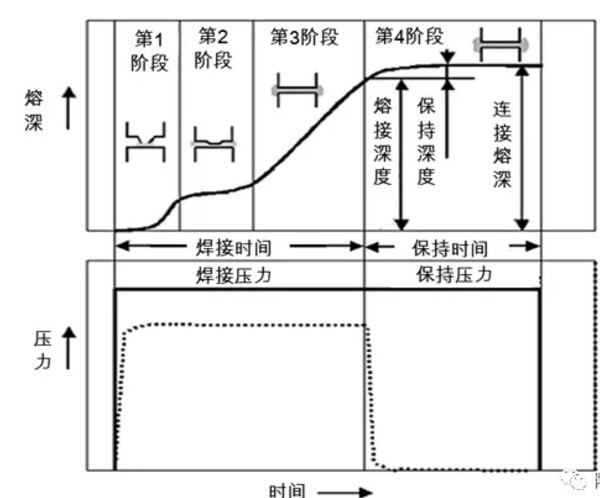
第1阶段:开始熔化阶段。在这一阶段,两个焊接零件表面间的摩擦和内部摩擦产生热量,塑料开始受热熔化。
第2阶段:连接阶段。在这一阶段,两个零件开始熔化在一起,形成较薄的熔合层,随着热量的增加,熔合层的厚度继续增加。
第3阶段:稳态熔流阶段。在这一阶段,熔合层的厚度继续增加,直到达到一定的厚度保持不变,振动停止。
第4阶段:保压/冷却阶段。在这一阶段,在焊接压力的保持下,熔流开始冷却凝固,两个塑胶件最终焊接成一体。
3.3 超声波焊接中的重要工艺参数
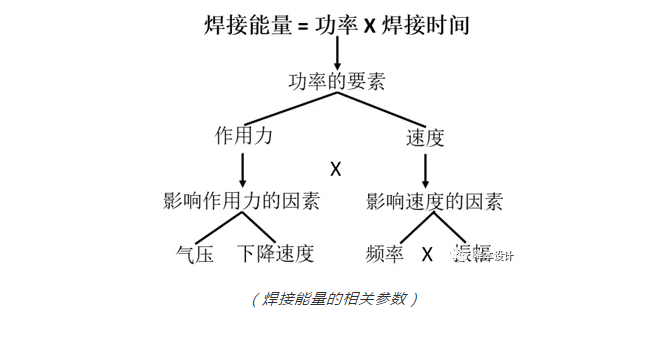
影响超声波焊接质量的一个关键因素是超声波焊接能量。焊接能量过大,容易造成焊接过度、产生毛边,或者造成塑胶件变形、薄弱处断裂甚至造成其它零部件损坏。但在另一方面,如果焊接能量过小,两个塑胶件不能的熔合在一起,造成焊接强度低。超声波焊接能量与以下工艺参数有关,如图所示,超声波焊接过程中工艺参数的调整归根结底为对焊接能量的调整。
(焊接能量的相关参数)
频率
频率是指超声波的频率,包括15、20、30或40千赫兹。超声波焊接机有着固定的频率,无法调整。频率越大,焊接能量越大。
振幅
振幅是指焊头表面振动的幅度,其等于换能器表面振幅与调幅器增益以及焊头增益之积,振幅可通过调幅器和焊头进行调节。
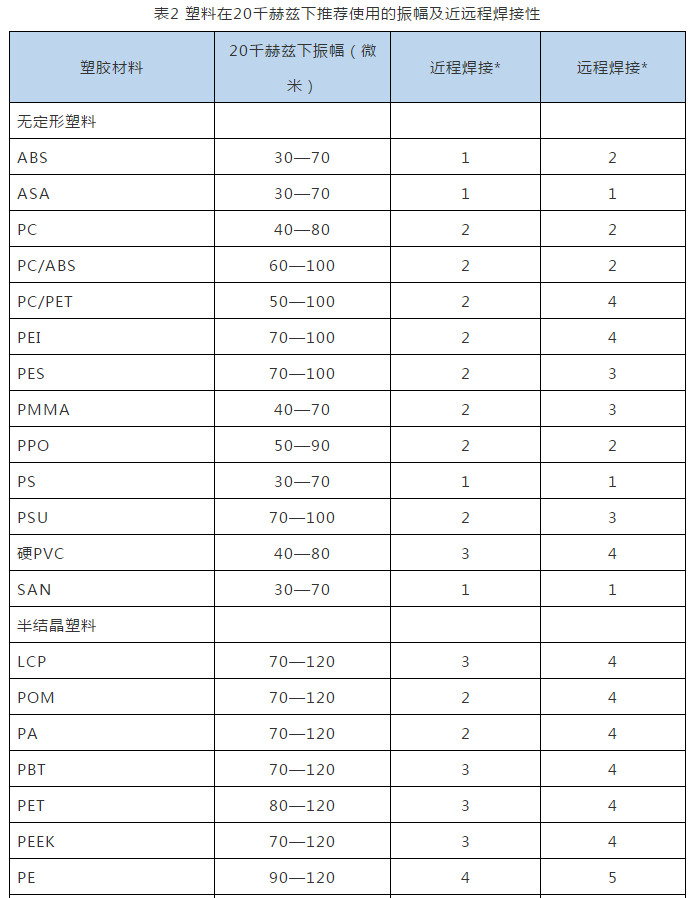
振幅越大,焊接能量越大。不同塑料对于振幅的要求不一样;相对于无定形塑料,半结晶塑料要求更高的振幅;熔点较高的塑料要求更高的振幅。表2显示了多种塑料在20千赫兹下推荐使用的振幅。
表2 塑料在20千赫兹下推荐使用的振幅及近远程焊接性
塑胶材料
20千赫兹下振幅(微米)
近程焊接*
远程焊接*
无定形塑料
焊接时间
焊接时间是指焊头接触塑膠件发生超声波振动的时间,如图所示,一般焊接时间在0.1秒至0.6秒以内。焊接时间越长,焊接能量越大。
保压时间
保压时间是指超声波停止到焊头开始上升的时间。在这一段时间,熔化的塑料完成固化。保压时间越长,焊接能量越大。
焊接气压
焊接气压是在焊接过程中焊头对塑膠件的施力。焊接气压越大,焊接能量就越大。
下降速度
下降速度是指焊头的下降速度。焊头下降速度越快,焊接能量越大。

